

1, Electrode arc welding
Ang Arc welding ay isa sa mga pinakapangunahing kasanayan na pinagkadalubhasaan ng mga welder, kung ang mga kasanayan ay wala sa lugar, magkakaroon ng iba't ibang mga depekto sa welding seam.
2, Lubog na arc welding
Ang submerged arc welding ay isang paraan ng welding gamit ang arc bilang pinagmumulan ng init. Dahil sa malalim na pagtagos ng lubog na arc welding, ang kalidad ng welding ay mabuti: dahil sa proteksyon ng molten slag, ang natunaw na metal ay hindi nakikipag-ugnayan sa hangin, at ang antas ng operasyon ng mekanisasyon ay mataas, kaya angkop ito para sa hinang. mahabang welds ng medium at thick plate structures.

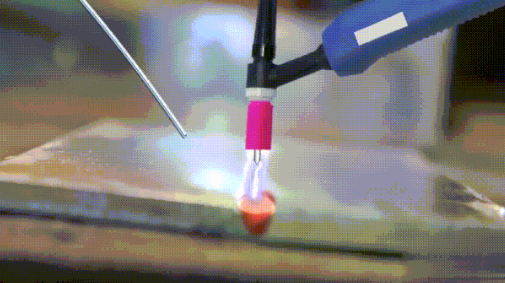
3. Argon arc welding
Narito ang ilang mga pag-iingat para sa argon arc welding:
(1) Ang karayom ng tungsten ay dapat na patalasin nang madalas. Kung ito ay mapurol, ang agos ay hindi magiging puro at ang hinang ay matatapos.
(2) Kung ang distansya sa pagitan ng tungsten needle at ang weld ay masyadong malapit, sila ay magkakadikit. Kung ito ay masyadong malayo, ang arko ay mamumulaklak. Kapag ang arko ay namumulaklak, ito ay masusunog na itim at ang tungsten na karayom ay magiging kalbo. Malakas din ang radiation sa sarili. Mas mabuting panatilihin itong malapit.
(3) Ang kontrol ng switch ay isang sining, lalo na para sa manipis na plate welding. Maaari lamang itong i-on isa-isa. Ito ay hindi isang awtomatikong welding machine na may awtomatikong paggalaw at awtomatikong wire feeding. Kung ito ay patuloy na nasusunog, ito ay mapuputol.
(4) Kailangan mong pakainin ang kawad. Nangangailangan ito ng sense of touch. Ang de-kalidad na welding wire ay pinutol mula sa 304 na plato na may shearing machine. Huwag bilhin ito sa mga bundle. Siyempre, makakahanap ka ng magagandang bagay sa mga wholesale na punto.
(5) Subukang magtrabaho sa mga kondisyong may bentilasyon, magsuot ng mga guwantes na gawa sa balat, damit, at awtomatikong dimming mask.
(6) Ang ceramic na ulo ng welding gun ay dapat na protektado mula sa arko. Sa partikular, ang buntot ng welding gun ay dapat na nakatutok sa iyong mukha hangga't maaari.
(7) Kung maaari kang magkaroon ng intuwisyon at premonisyon tungkol sa temperatura, laki, at pagkilos ng molten pool, ikaw ay isang senior technician.
(8) Subukang gumamit ng mga karayom ng tungsten na may dilaw o puting marka, dahil nangangailangan ito ng mataas na pagkakayari.
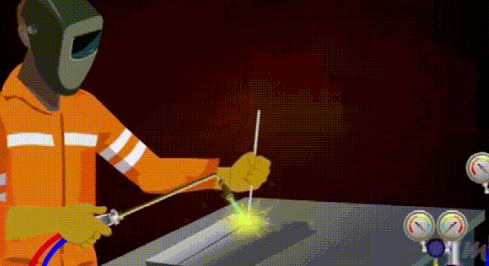
4. Oxygen fuel gas welding
Ang Oxygen fuel gas welding ay ang paggamit ng mga apoy upang painitin ang metal at welding wire sa magkasanib na mga metal workpiece upang matunaw ang mga ito at makamit ang layunin ng welding. Ang mga karaniwang ginagamit na nasusunog na gas ay pangunahing acetylene, liquefied petroleum gas at hydrogen, at ang karaniwang ginagamit na gas na sumusuporta sa pagkasunog ay oxygen.
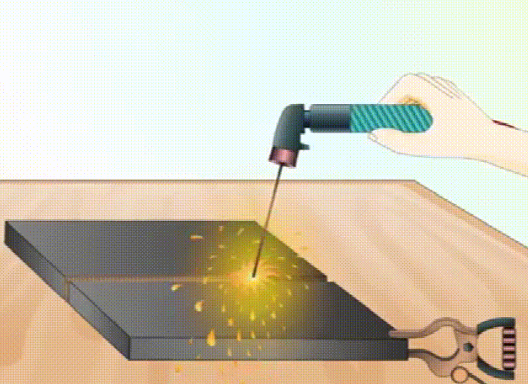
5. Laser welding
Ang laser welding ay isang mahusay at tumpak na paraan ng welding na gumagamit ng high-energy-density laser beam bilang pinagmumulan ng init. Ang laser welding ay isa sa mga mahalagang aspeto ng aplikasyon ng teknolohiya ng pagproseso ng materyal ng laser. Noong 1970s, ito ay pangunahing ginagamit para sa hinang na manipis na pader na materyales at mababang bilis na hinang. Ang proseso ng hinang ay isang uri ng pagpapadaloy ng init, iyon ay, ang radiation ng laser ay nagpapainit sa ibabaw ng workpiece, at ang init sa ibabaw ay nagkakalat sa loob sa pamamagitan ng pagpapadaloy ng init. Sa pamamagitan ng pagkontrol sa lapad, enerhiya, peak power at dalas ng pag-uulit ng pulso ng laser, ang workpiece ay natutunaw upang makabuo ng isang partikular na molten pool.

Oras ng post: Okt-22-2024





