

1, इलेक्ट्रोड आर्क वेल्डिंग
आर्क वेल्डिङ सबैभन्दा आधारभूत सीपहरू मध्ये एक हो जुन वेल्डरहरूले मास्टर गर्छन्, यदि सीपहरू ठाउँमा छैनन् भने, वेल्डिङ सिममा विभिन्न प्रकारका दोषहरू हुनेछन्।
२, जलमग्न आर्क वेल्डिङ
जलमग्न आर्क वेल्डिंग एक वेल्डिंग विधि हो जुन चापलाई तापको स्रोतको रूपमा प्रयोग गरीन्छ। जलमग्न चाप वेल्डिंगको गहिरो प्रवेशको कारण, वेल्डिङको गुणस्तर राम्रो छ: पिघलिएको स्ल्यागको सुरक्षाको कारणले गर्दा, पग्लिएको धातु हावासँग सम्पर्कमा छैन, र यान्त्रीकरण सञ्चालनको डिग्री उच्च छ, त्यसैले यो वेल्डिंगको लागि उपयुक्त छ। मध्यम र बाक्लो प्लेट संरचनाहरूको लामो वेल्डहरू।

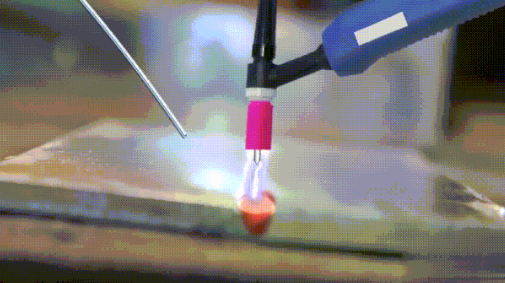
3. आर्गन आर्क वेल्डिंग
यहाँ आर्गन आर्क वेल्डिङका लागि केही सावधानीहरू छन्:
(१) टङ्स्टन सुईलाई बारम्बार तिखारिनुपर्छ। यदि यो ब्लन्ट छ भने, वर्तमान केन्द्रित हुनेछैन र वेल्डिंग समाप्त हुनेछ।
(2) यदि टंगस्टन सुई र वेल्ड बीचको दूरी धेरै नजिक छ भने, तिनीहरू एकसाथ टाँस्नेछन्। यदि यो धेरै टाढा छ भने, चाप फुल्नेछ। एकपटक चाप फुल्ने बित्तिकै, यो कालो जल्नेछ र टंगस्टन सुई टाउको हुनेछ। स्वयंमा विकिरण पनि बलियो छ। नजिकै राख्दा राम्रो हुन्छ ।
(3) स्विचको नियन्त्रण एक कला हो, विशेष गरी पातलो प्लेट वेल्डिंगको लागि। यसलाई एक एक गरेर मात्र खोल्न सकिन्छ। यो स्वचालित चाल र स्वचालित तार फिडिंग संग एक स्वचालित वेल्डिंग मेसिन होइन। यदि यो लगातार जल्यो भने, यो बाहिर जान्छ।
(4) तपाईंले तार खुवाउनु पर्छ। यसका लागि स्पर्शको भावना चाहिन्छ। उच्च गुणस्तरको वेल्डिङ तार 304 प्लेटबाट काट्ने मेसिनको साथ काटिएको छ। यसलाई बन्डलहरूमा किन्नुहोस्। निस्सन्देह, तपाईंले थोक बिन्दुहरूमा राम्रो पाउन सक्नुहुन्छ।
(५) हावा चल्ने अवस्थामा काम गर्ने प्रयास गर्नुहोस्, छालाको पन्जा, कपडा र स्वचालित डिमिङ मास्क लगाउनुहोस्।
(6) वेल्डिङ बन्दुकको सिरेमिक टाउको चापबाट ढालिएको हुनुपर्छ। विशेष गरी, वेल्डिंग बन्दुकको पुच्छर सम्भव भएसम्म तपाईंको अनुहार तिर औंल्याउनुपर्छ।
(७) यदि तपाईं पग्लिएको पोखरीको तापक्रम, आकार र कार्यको बारेमा अन्तर्ज्ञान र पूर्वसूचना पाउन सक्नुहुन्छ भने, तपाईं एक वरिष्ठ प्राविधिक हुनुहुन्छ।
(8) पहेंलो वा सेतो चिन्हहरू भएको टंगस्टन सुईहरू प्रयोग गर्ने प्रयास गर्नुहोस्, किनकि यसका लागि उच्च शिल्प कौशल चाहिन्छ।
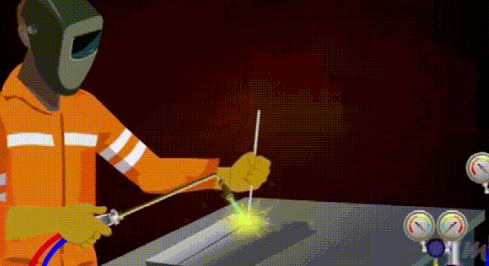
4. अक्सिजन इन्धन ग्याँस वेल्डिंग
अक्सिजन फ्युल ग्यास वेल्डिङ भनेको धातु र वेल्डिङको तारलाई धातुको वर्कपीसको संयुक्त भागमा पगाल्न र वेल्डिङको उद्देश्य हासिल गर्न आगोको प्रयोग हो। सामान्यतया प्रयोग हुने दहनशील ग्यासहरू मुख्यतया एसिटिलीन, तरलित पेट्रोलियम ग्यास र हाइड्रोजन हुन्, र सामान्य रूपमा प्रयोग हुने दहन-समर्थन गर्ने ग्यास अक्सिजन हो।
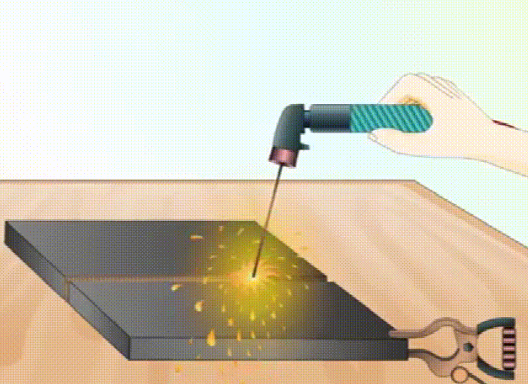
5. लेजर वेल्डिंग
लेजर वेल्डिङ एक कुशल र सटीक वेल्डिंग विधि हो जसले गर्मी स्रोतको रूपमा उच्च-ऊर्जा-घनत्व लेजर बीम प्रयोग गर्दछ। लेजर वेल्डिंग लेजर सामग्री प्रशोधन प्रविधि को आवेदन को एक महत्वपूर्ण पक्ष हो। 1970s मा, यो मुख्यतया पातलो पर्खाल सामाग्री र कम गति वेल्डिंग वेल्डिंग लागि प्रयोग भएको थियो। वेल्डिङ प्रक्रिया एक गर्मी प्रवाहकीय प्रकार हो, त्यो हो, लेजर विकिरणले वर्कपीसको सतहलाई तताउँछ, र सतहको ताप ताप प्रवाहको माध्यमबाट भित्र भित्र फैलिन्छ। लेजर पल्सको चौडाइ, ऊर्जा, शिखर पावर र दोहोरिने आवृत्ति नियन्त्रण गरेर, वर्कपीसलाई एक विशिष्ट पग्लिएको पोखरी बनाउन पग्लिन्छ।

पोस्ट समय: अक्टोबर-22-2024





