

1, इलेक्ट्रोड आर्क वेल्डिंग
आर्क वेल्डिंग हे सर्वात मूलभूत कौशल्यांपैकी एक आहे जे वेल्डर मास्टर करतात, जर कौशल्ये योग्य ठिकाणी नसतील तर वेल्डिंग सीममध्ये विविध प्रकारचे दोष असतील.
2, बुडलेल्या चाप वेल्डिंग
सबमर्ज्ड आर्क वेल्डिंग ही एक वेल्डिंग पद्धत आहे ज्याचा वापर उष्णता स्त्रोत म्हणून केला जातो. बुडलेल्या आर्क वेल्डिंगच्या खोल प्रवेशामुळे, वेल्डिंगची गुणवत्ता चांगली आहे: वितळलेल्या स्लॅगच्या संरक्षणामुळे, वितळलेला धातू हवेच्या संपर्कात नाही आणि यांत्रिकीकरण ऑपरेशनची डिग्री जास्त आहे, म्हणून ते वेल्डिंगसाठी योग्य आहे. मध्यम आणि जाड प्लेट संरचनांचे लांब वेल्ड.

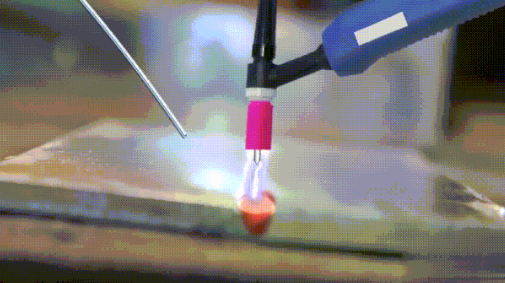
3. आर्गॉन आर्क वेल्डिंग
आर्गॉन आर्क वेल्डिंगसाठी येथे काही खबरदारी आहेतः
(1) टंगस्टन सुई वारंवार तीक्ष्ण केली पाहिजे. जर ते बोथट असेल, तर विद्युत् प्रवाह एकाग्र होणार नाही आणि वेल्डिंग पूर्ण होईल.
(२) टंगस्टन सुई आणि वेल्डमधील अंतर खूप जवळ असल्यास ते एकमेकांना चिकटून राहतील. जर ते खूप दूर असेल तर चाप फुलेल. चाप फुलला की ती काळी पडते आणि टंगस्टनची सुई टक्कल पडते. स्वत: ला विकिरण देखील मजबूत आहे. ते जवळ ठेवणे चांगले.
(3) स्विचचे नियंत्रण ही एक कला आहे, विशेषत: पातळ प्लेट वेल्डिंगसाठी. हे फक्त एक एक चालू केले जाऊ शकते. हे स्वयंचलित हालचाल आणि स्वयंचलित वायर फीडिंगसह स्वयंचलित वेल्डिंग मशीन नाही. जर ते सतत जळत असेल तर ते झिजेल.
(4) तुम्हाला वायर फीड करणे आवश्यक आहे. यासाठी स्पर्शाची भावना आवश्यक आहे. उच्च-गुणवत्तेची वेल्डिंग वायर 304 प्लेट्समधून कातरणे मशीनने कापली जाते. बंडलमध्ये खरेदी करू नका. अर्थात, तुम्हाला घाऊक बिंदूंवर चांगले मिळू शकतात.
(५) हवेशीर परिस्थितीत काम करण्याचा प्रयत्न करा, चामड्याचे हातमोजे, कपडे आणि स्वयंचलित मंद मास्क घाला.
(6) वेल्डिंग गनचे सिरॅमिक हेड कमानीपासून संरक्षित केले पाहिजे. विशेषतः, वेल्डिंग गनची शेपटी शक्य तितक्या आपल्या चेहऱ्याकडे निर्देशित केली पाहिजे.
(७) जर तुम्हाला वितळलेल्या तलावाचे तापमान, आकार आणि कृती याबद्दल अंतर्ज्ञान आणि पूर्वकल्पना असेल तर तुम्ही वरिष्ठ तंत्रज्ञ आहात.
(8) पिवळ्या किंवा पांढऱ्या खुणा असलेल्या टंगस्टन सुया वापरण्याचा प्रयत्न करा, कारण यासाठी उच्च कारागिरीची आवश्यकता आहे.
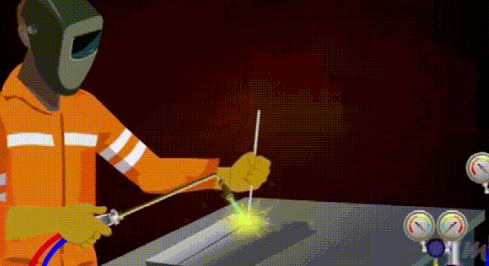
4. ऑक्सिजन इंधन गॅस वेल्डिंग
ऑक्सिजन इंधन गॅस वेल्डिंग म्हणजे मेटल वर्कपीसच्या संयुक्त ठिकाणी मेटल आणि वेल्डिंग वायर गरम करण्यासाठी ज्वालाचा वापर करणे आणि त्यांना वितळणे आणि वेल्डिंगचा उद्देश साध्य करणे. सामान्यतः वापरले जाणारे ज्वलनशील वायू मुख्यत्वे ऍसिटिलीन, द्रवीभूत पेट्रोलियम वायू आणि हायड्रोजन असतात आणि सामान्यतः वापरले जाणारे ज्वलन-समर्थक वायू म्हणजे ऑक्सिजन.
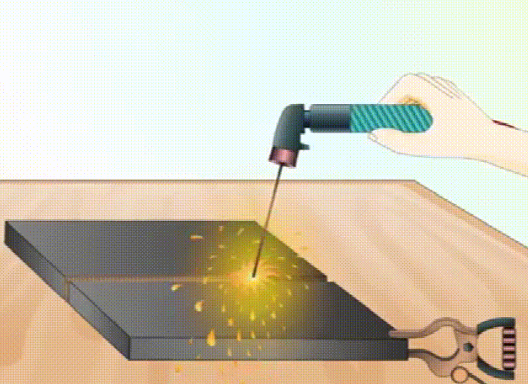
5. लेसर वेल्डिंग
लेझर वेल्डिंग ही एक कार्यक्षम आणि अचूक वेल्डिंग पद्धत आहे जी उष्णता स्त्रोत म्हणून उच्च-ऊर्जा-घनता लेसर बीम वापरते. लेसर वेल्डिंग ही लेसर मटेरियल प्रोसेसिंग टेक्नॉलॉजीच्या वापरातील एक महत्त्वाची बाब आहे. 1970 च्या दशकात, हे मुख्यतः पातळ-भिंतींच्या सामग्रीच्या वेल्डिंगसाठी आणि कमी-स्पीड वेल्डिंगसाठी वापरले जात असे. वेल्डिंग प्रक्रिया ही उष्णता वाहक प्रकार आहे, म्हणजे, लेसर रेडिएशन वर्कपीसच्या पृष्ठभागास गरम करते आणि उष्णता वाहकतेद्वारे पृष्ठभागाची उष्णता आतमध्ये पसरते. लेसर पल्सची रुंदी, ऊर्जा, शिखर शक्ती आणि पुनरावृत्ती वारंवारता नियंत्रित करून, वर्कपीस वितळवून विशिष्ट वितळलेला पूल तयार केला जातो.

पोस्ट वेळ: ऑक्टोबर-22-2024





