

1, इलेक्ट्रोड आर्क वेल्डिंग
आर्क वेल्डिंग सबसे बुनियादी कौशल में से एक है जो वेल्डर मास्टर करते हैं, यदि कौशल जगह पर नहीं हैं, तो वेल्डिंग सीम में कई प्रकार के दोष होंगे।
2, जलमग्न आर्क वेल्डिंग
सबमर्ज्ड आर्क वेल्डिंग एक वेल्डिंग विधि है जिसमें आर्क को ताप स्रोत के रूप में उपयोग किया जाता है। जलमग्न आर्क वेल्डिंग की गहरी पैठ के कारण, वेल्डिंग की गुणवत्ता अच्छी है: पिघले हुए स्लैग की सुरक्षा के कारण, पिघली हुई धातु हवा के संपर्क में नहीं है, और मशीनीकरण संचालन की डिग्री अधिक है, इसलिए यह वेल्डिंग के लिए उपयुक्त है मध्यम और मोटी प्लेट संरचनाओं के लंबे वेल्ड।

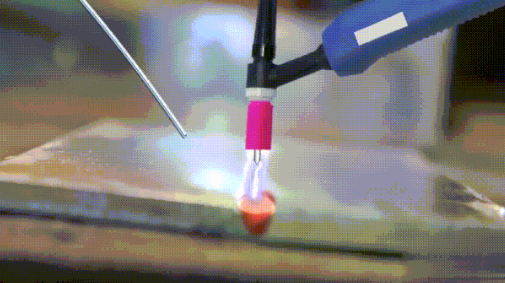
3. आर्गन आर्क वेल्डिंग
आर्गन आर्क वेल्डिंग के लिए यहां कुछ सावधानियां दी गई हैं:
(1) टंगस्टन सुई को बार-बार तेज करना चाहिए। यदि यह कुंद है, तो करंट केंद्रित नहीं होगा और वेल्डिंग समाप्त हो जाएगी।
(2) यदि टंगस्टन सुई और वेल्ड के बीच की दूरी बहुत करीब है, तो वे एक साथ चिपक जाएंगे। यदि यह बहुत दूर है, तो चाप खिल जाएगा। एक बार जब चाप फूल जाएगा, तो यह जलकर काला हो जाएगा और टंगस्टन सुई गंजी हो जाएगी। स्वयं पर विकिरण भी प्रबल होता है। इसे पास ही रखना बेहतर है.
(3) स्विच का नियंत्रण एक कला है, खासकर पतली प्लेट वेल्डिंग के लिए। इसे केवल एक-एक करके ही चालू किया जा सकता है। यह स्वचालित मूवमेंट और स्वचालित वायर फीडिंग वाली स्वचालित वेल्डिंग मशीन नहीं है। यदि यह लगातार जलता रहे तो खराब हो जाएगा।
(4) आपको तार खिलाने की जरूरत है। इसके लिए स्पर्श की अनुभूति की आवश्यकता होती है। उच्च गुणवत्ता वाले वेल्डिंग तार को कतरनी मशीन से 304 प्लेटों से काटा जाता है। इसे बंडलों में न खरीदें. निःसंदेह, आप थोक बिक्री केंद्रों पर अच्छे उत्पाद पा सकते हैं।
(5) हवादार परिस्थितियों में काम करने का प्रयास करें, चमड़े के दस्ताने, कपड़े और एक स्वचालित डिमिंग मास्क पहनें।
(6) वेल्डिंग गन के सिरेमिक हेड को चाप से बचाया जाना चाहिए। विशेष रूप से, वेल्डिंग गन की पूंछ यथासंभव आपके चेहरे की ओर होनी चाहिए।
(7) यदि आप पिघले हुए पूल के तापमान, आकार और क्रिया के बारे में अंतर्ज्ञान और पूर्वाभास कर सकते हैं, तो आप एक वरिष्ठ तकनीशियन हैं।
(8) पीले या सफेद निशान वाली टंगस्टन सुइयों का उपयोग करने का प्रयास करें, क्योंकि इसके लिए उच्च शिल्प कौशल की आवश्यकता होती है।
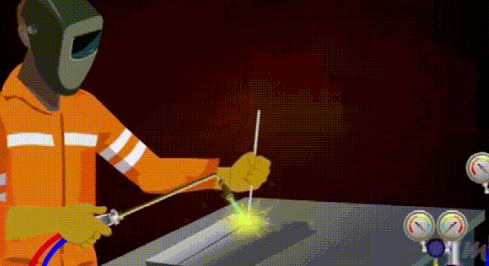
4. ऑक्सीजन ईंधन गैस वेल्डिंग
ऑक्सीजन ईंधन गैस वेल्डिंग धातु के वर्कपीस के जोड़ पर धातु और वेल्डिंग तार को गर्म करने और उन्हें पिघलाने और वेल्डिंग के उद्देश्य को प्राप्त करने के लिए आग की लपटों का उपयोग है। आमतौर पर इस्तेमाल की जाने वाली दहनशील गैसें मुख्य रूप से एसिटिलीन, तरलीकृत पेट्रोलियम गैस और हाइड्रोजन हैं, और आमतौर पर इस्तेमाल की जाने वाली दहन-सहायक गैस ऑक्सीजन है।
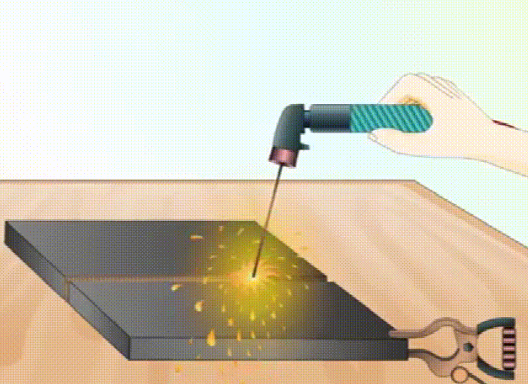
5. लेजर वेल्डिंग
लेजर वेल्डिंग एक कुशल और सटीक वेल्डिंग विधि है जो गर्मी स्रोत के रूप में उच्च-ऊर्जा-घनत्व लेजर बीम का उपयोग करती है। लेजर वेल्डिंग लेजर सामग्री प्रसंस्करण प्रौद्योगिकी के अनुप्रयोग के महत्वपूर्ण पहलुओं में से एक है। 1970 के दशक में, इसका उपयोग मुख्य रूप से पतली दीवार वाली सामग्री और कम गति वाली वेल्डिंग के लिए किया जाता था। वेल्डिंग प्रक्रिया एक ऊष्मा चालन प्रकार है, अर्थात, लेजर विकिरण वर्कपीस की सतह को गर्म करता है, और सतह की ऊष्मा ऊष्मा चालन के माध्यम से अंदर तक फैल जाती है। लेज़र पल्स की चौड़ाई, ऊर्जा, चरम शक्ति और पुनरावृत्ति आवृत्ति को नियंत्रित करके, वर्कपीस को एक विशिष्ट पिघला हुआ पूल बनाने के लिए पिघलाया जाता है।

पोस्ट करने का समय: 22 अक्टूबर-2024





