

1, Elektrode arc welding
Arc welding is ien fan de meast basale feardichheden dy't welders behearskje, as de feardichheden binne net yn plak, der sil in ferskaat oan mankeminten yn de welding naad.
2, Submerged arc welding
Submerged arc welding is in welding metoade mei help fan bôge as waarmte boarne. Troch de djippe penetraasje fan ûnderdompele bôgelassen is de weldingkwaliteit goed: fanwegen de beskerming fan smelte slakken is it smolten metaal net yn kontakt mei de loft, en de meganisaasje-operaasje is heech, dus it is geskikt foar welding lange welds fan medium en dikke plaat struktueren.

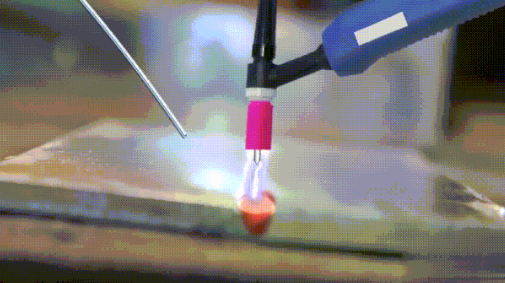
3. Argon arc welding
Hjir binne wat foarsoarchsmaatregels foar argon arc welding:
(1) De wolfraamnaald moat faak skerpe wurde. As it stomp is, sil de stroom net konsintrearre wurde en sil it lassen klear wêze.
(2) As de ôfstân tusken de wolfraam needle en de weld is te ticht, se sille stick tegearre. As it te fier is, sil de bôge bloeie. Ienris de bôge bloeit, sil it swart ferbaarne en de wolfraamnadel sil keal wêze. De strieling nei it sels is ek sterk. It is better om it tichtby te hâlden.
(3) De kontrôle fan de switch is in keunst, benammen foar tinne plaat welding. It kin allinich ien foar ien ynskeakele wurde. Dit is gjin automatyske welding masine mei automatyske beweging en automatyske wire feeding. As it kontinu baarnt, sil it wearze.
(4) Jo moatte feed de tried. Dit freget in gefoel fan oanrekking. Hege kwaliteit lasdraad wurdt ôfsnien fan 304 platen mei in skuormasine. Keapje it net yn bondels. Fansels kinne jo goede fine op gruthannelpunten.
(5) Besykje te wurkjen yn fentilearre omstannichheden, drage learen wanten, klean, en in automatysk dimmen masker.
(6) De keramyske kop fan it laspistoal moat beskerme wurde fan 'e bôge. Spesifyk moat de sturt fan it laspistoal safolle mooglik nei jo gesicht wiisd wurde.
(7) As jo in yntuysje en foarnimmen kinne hawwe oer de temperatuer, grutte en aksje fan it smelte swimbad, binne jo in senior technikus.
(8) Besykje wolfraamnaalden te brûken mei giele of wite markearring, om't dit hege fakmanskip fereasket.
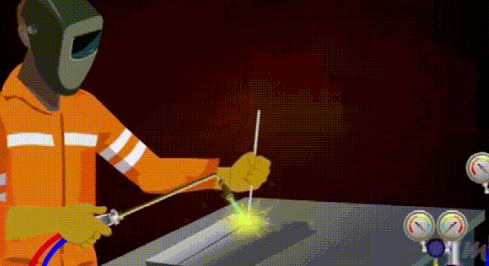
4. Oxygen fuel gas welding
Oxygen fuel gas welding is it brûken fan flammen te ferwaarmjen it metaal en welding tried by de gearfoeging fan metalen workpieces te smelten se en berikke it doel fan welding. Faak brûkte brânbere gassen binne benammen acetyleen, floeibere petroleumgas en wetterstof, en it meast brûkte ferbaarningsstipe gas is soerstof.
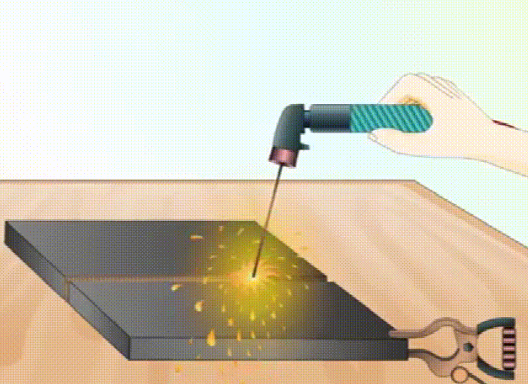
5. Laser welding
Laser welding is in effisjinte en krekte welding metoade dy't brûkt in hege enerzjy-tichtens laser beam as waarmte boarne. Laser welding is ien fan de wichtige aspekten fan de tapassing fan laser materiaal ferwurkjen technology. Yn 'e jierren '70 waard it benammen brûkt foar it lassen fan tinne muorre materialen en lassen mei lege snelheid. De welding proses is in waarmte conduction type, dat is, de laser strieling ferwaarmt it oerflak fan it workpiece, en it oerflak waarmte diffuses nei binnen troch waarmte conduction. Troch de breedte, enerzjy, pykkrêft en werhellingsfrekwinsje fan 'e laserpuls te kontrolearjen, wurdt it wurkstik smolten om in spesifyk smelte swimbad te foarmjen.

Post tiid: okt-22-2024





